モデリングした3dデータ(OBJ形式やSTL形式)はそのままでは印刷できません!!
CADソフトなどでモデリングしたデータは、CADソフトから、3dモデルとして.OBJ形式や.STL形式で出力できますが、このデータのままだと3dプリンタで印刷することはできません。
一般的な3dプリンタで印刷するためには、モデリング、プリントの手順や調整をするスライス、スライスしたデータを3dプリンタに読み込ませて印刷、という手順を踏む必要があります。今回の記事では、このスライスの仕方や調整の仕方について紹介します。

図1 印刷するまでの手順
本題のまえに、積層式3dプリンタで印刷するとき、モデリング段階で(一般的に)やっておくといいこと
積層型で印刷するとき、下から順々に印刷していくという特性から、モデリングやスライスの時点で、以下のことに気を付けてデータの準備を行うと印刷が成功しやすいです。(体験談)
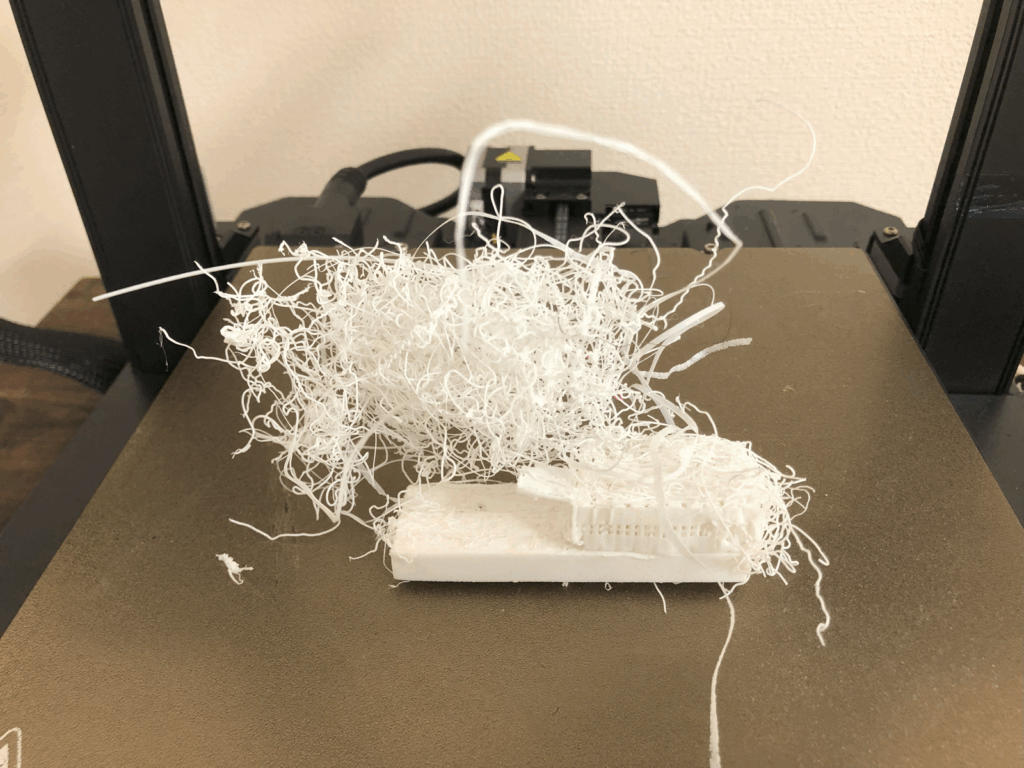
オーバーハングが原因でモジャモジャになったもの
画像 印刷ミスの例
モデリング段階で工夫しておけば、モジャモジャになってしまう失敗を回避できる確率が上がります。印刷環境によってはどうしても失敗する場合もありますが(´・ω・`)…
1.平らにしたい面や大きな部分を下面に配置すること
2.大きすぎるものはできれば分割して印刷できるようにすること
3.オーバーハング(土台がない状態で空中に突き出している部分)やブリッジ(2点間を空中でつなぐ部分)が少ないもしくは十分に肉厚がある状態にすること、できるだけ1.の項目と並行して配置を考えておくこと。
4.積層面を綺麗にしたいときは少し傾けると積層跡がいい感じ
閑話休題:スライスの仕方
1.3dデータをスライスソフトで読み込む
スライスのソフトは3dプリンタのメーカや機種によって対応しているものがことなります。自身が使用する3dプリンタが対応しているスライスソフトを準備してください。(メーカのホームページや”3Dプリンタの型番や名前 + スライスソフト”と検索すれば見つかるはずです)
どのスライスソフトでも基本的な操作は同じなので、手元にある3Dプリンタ「Creality Ender-3 S1 Pro」が対応している ”UltiMaker Cura”を参考に説明していきます。
読み込みのやり方(事前に.stlなどのモデルデータを用意してください)
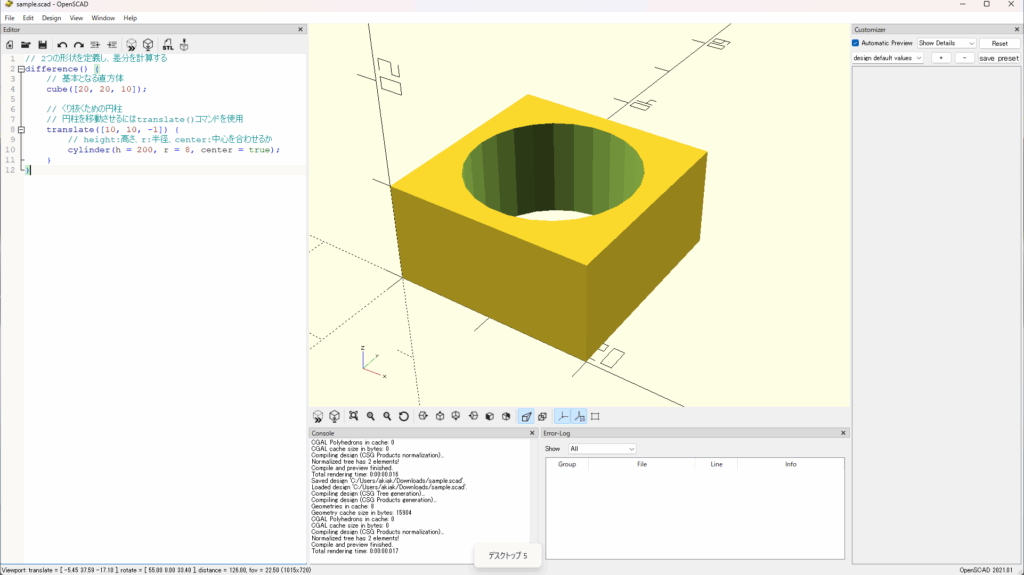
(OpenSCADのモデリング画面 平たい立方体から円柱を切り抜いたような形)
画像 3dモデリングソフトで作った簡単なモデル
3dモデルの配布サイトや自身で作成するなどして手に入れた、stlやobj形式の3dモデルデータをスライスソフトに読み込みます。
3dモデリングソフトから、今回の例では、stl(スライスソフトが対応しているデータ形式)でエクスポートして、スライスソフトに読み込みました。上記の画像3のモデルをstl形式でエクスポート、UltiMaker Curaの左上のファイルアイコンを押すとエクスプローラが起動するので、エクスポートした3dモデル(.stl)を選択すれば読み込めます。
一般的なスライスソフトでは、基本的に同様にファイルを選択するだけで自動的に読み込んでくれます。
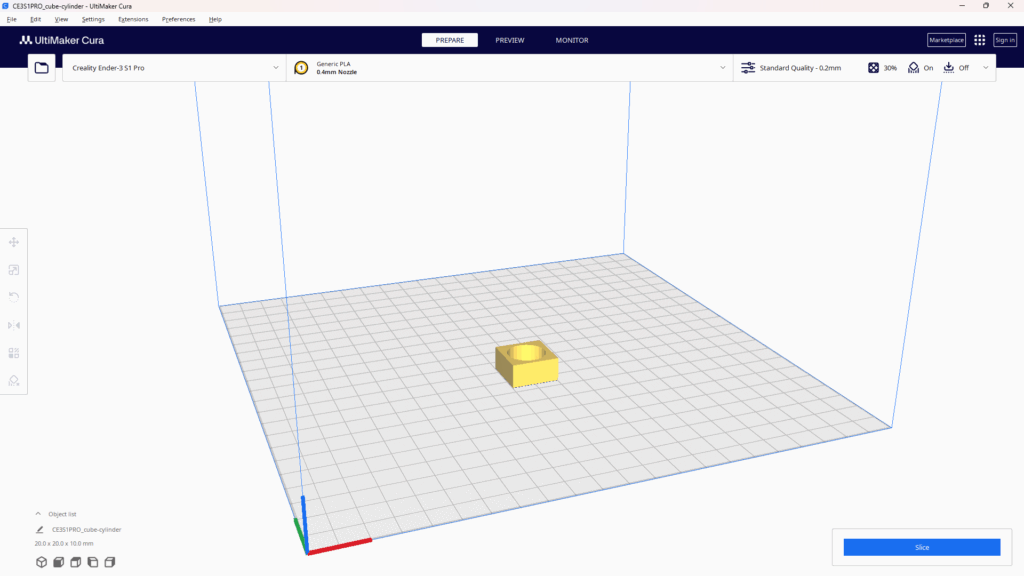
画像 3dモデル(.stl)をスライスソフトに読み込みました。
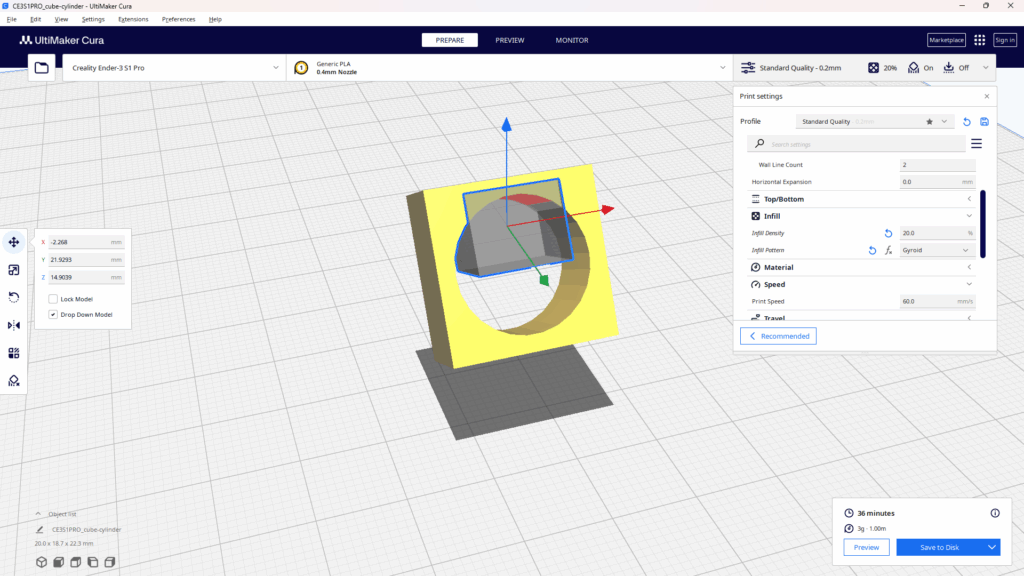
2.中央に配置、回転を調整する。(基本真ん中がよい)
読み込んだままだと、端か、中央に配置されます。ここから、印刷精度がよくなるように配置調整します。
3Dプリンタの底面のプレート(ビルドプレートなどと呼ばれます)は、印刷するとき、ヒーターによってちょうどよく加熱され、印刷物が冷えすぎず温まりすぎず適温を保ち、剝がれたり、印刷ムラがでたりしないようにしています。

ビルドプレートのヒータは全面に配置されていることがほとんどですが、中央であれば、偏りが少なく適温を保ってくれます。また、レベリング(水平出し)の基準はほとんどの機種で中央が基準になっています。レベリングの誤差はプレートからの剥離を生じることがある(うまくプレートにくっつかない)のでレベリング誤差の観点からも中心に配置することが鉄則です。
ただし、大型の印刷であったり、サポート材が必要で、そのままだとサポート材の接続部分が、細かい形状を印刷したいところに残ってしまう場合などは、印刷精度を目的に、回転させてサポート材が、比較的気にならないところにつくようにするなどの対策が必要です。
3.充填方法・肉厚を指定する
肉厚・壁厚はプリンタの印刷幅の整数倍
壁厚は、印刷したときの表面の厚さのことで、設定画面だと「Wall,壁のライン数,シェル」のような項目名で設定できることが多いです。
この壁厚は、ライン数指定なら2から3くらいが一般的で、印刷幅指定なら、印刷するプリンタ自体の印刷幅の整数倍(使用するフィラメント及び印刷設定によっても多少変化しますが、ノズルの太さが0.4mmなら0.4㎜から0.5mmくらいを印刷幅として考える)で設定すると、壁の印刷時に不要にジグザグ印刷したりしないので綺麗に印刷できます。
充填方法 ※印刷の精度に直結するので重要
充填方法は印刷物の中をどのように印刷するかの設定です。
私は主に以下の4つ位を用途に合わせて使い分けています。
Lines (infill 20%)
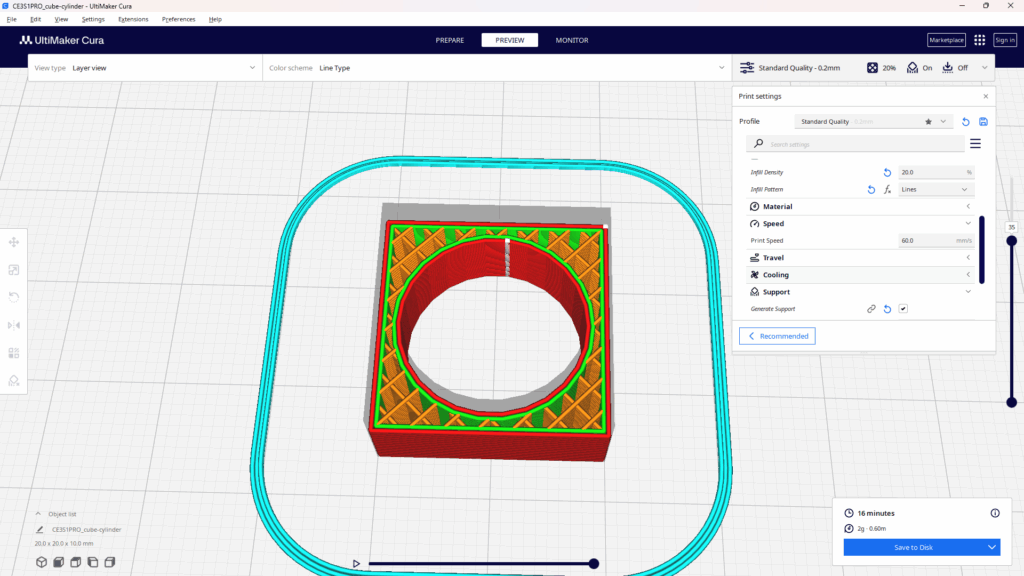
一方向に直線的に内部を埋めていきます。印刷が速い反面、上からの力にしか強くありません。土台や大き目で横から加重がかからないようなものの印刷に向いています。印刷速度は基本的にほかの印刷方法と比べて早いです。
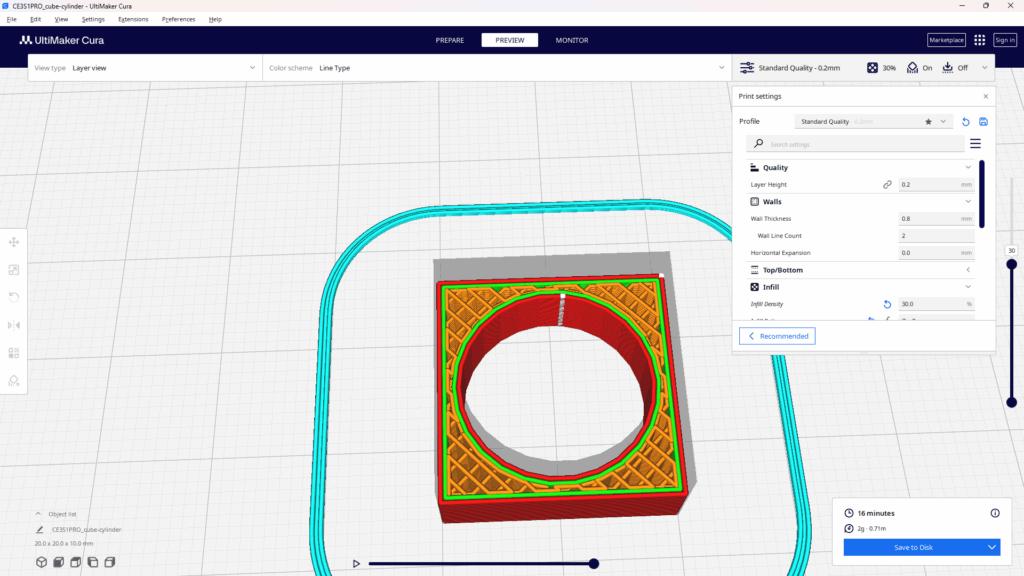
Grid(格子)infill 30%
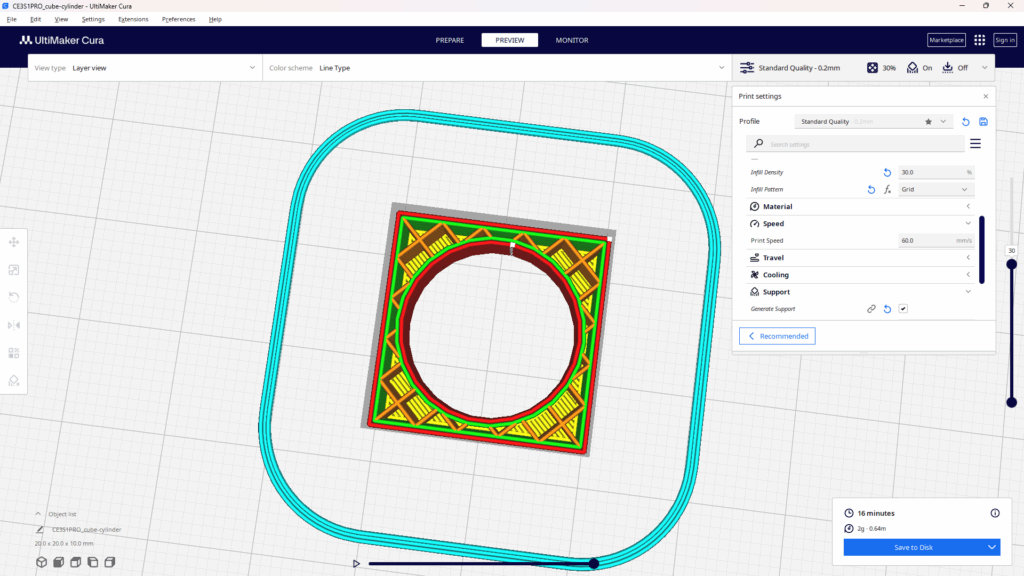
Gridや格子はそのままの意味で格子状に中を埋める方法です。
格子状に内部を埋めます。縦横の2方向に強いため、一般的な印刷物に適しており、印刷時間と強度のバランスが良いのが特徴です。土台であったりちょっとした小物ならこの方法が早いです。
Cubic(キュービック infill 30%)
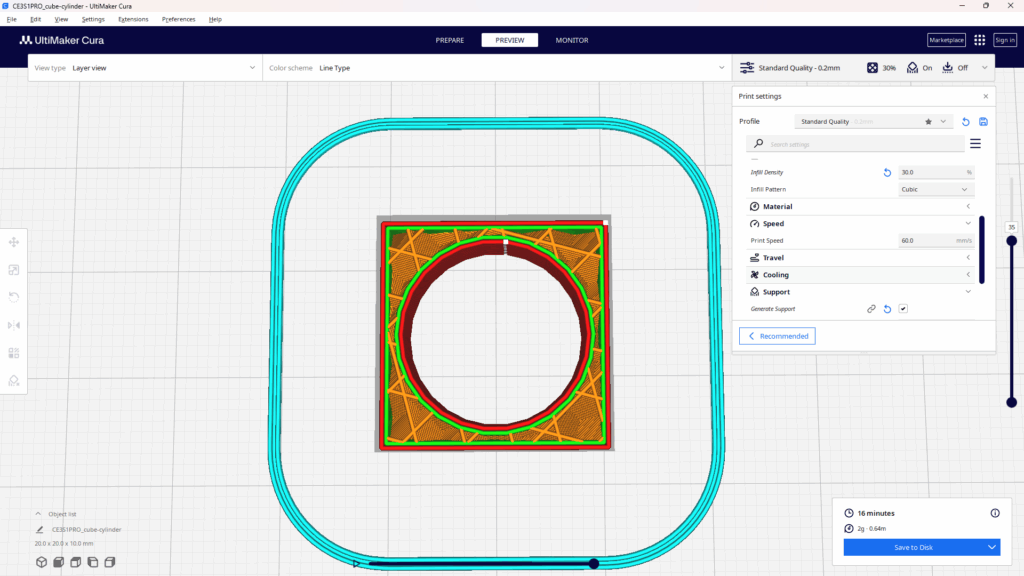
斜めの立方体を積み重ねるように3次元的に内部を埋めます。あらゆる方向からの力に強く、強度が高いモデルを作りたい場合に最適です。次に紹介する Gyroidよりは印刷が早くなる傾向にあります。
Gyroid(ジャイロイド infill 20%)
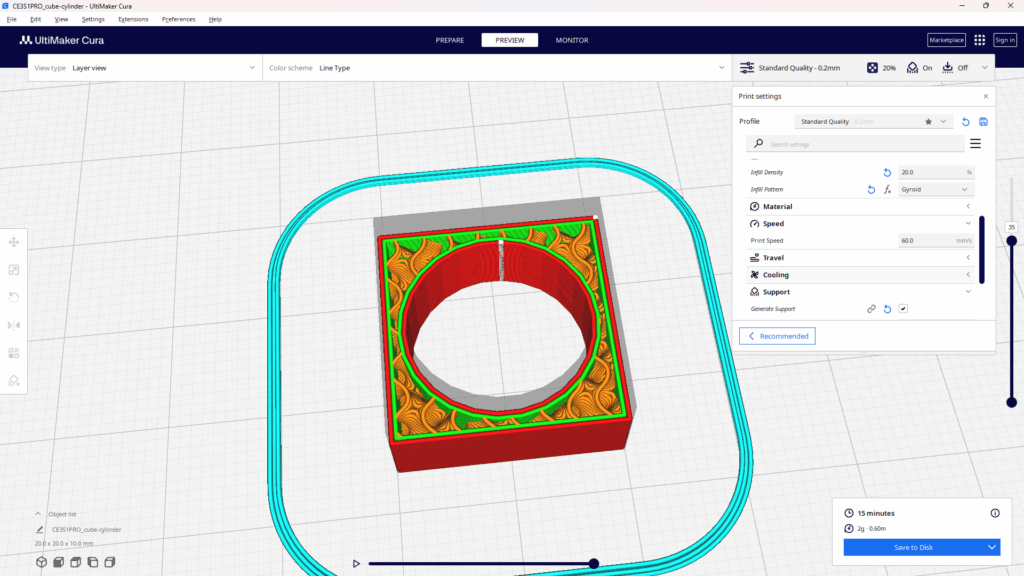
波のような曲面が三次元的に絡み合った独特の構造で埋めます。どの方向からの力も均等に分散でき、強度としなやかさを両立させたい場合に最適です。充填方法のうち最も効率よく強度を持たせられる方法で、印刷に必要なフィラメント量も多くないため、迷ったらこれを選ぶとよいです。オプションになければCubicが次点でよいと思います。ただし、linesやGridと比べて印刷に時間がかかるため、室温や湿度管理ができていないと大きいものの印刷には注意が必要です。
4.インフィルとは?
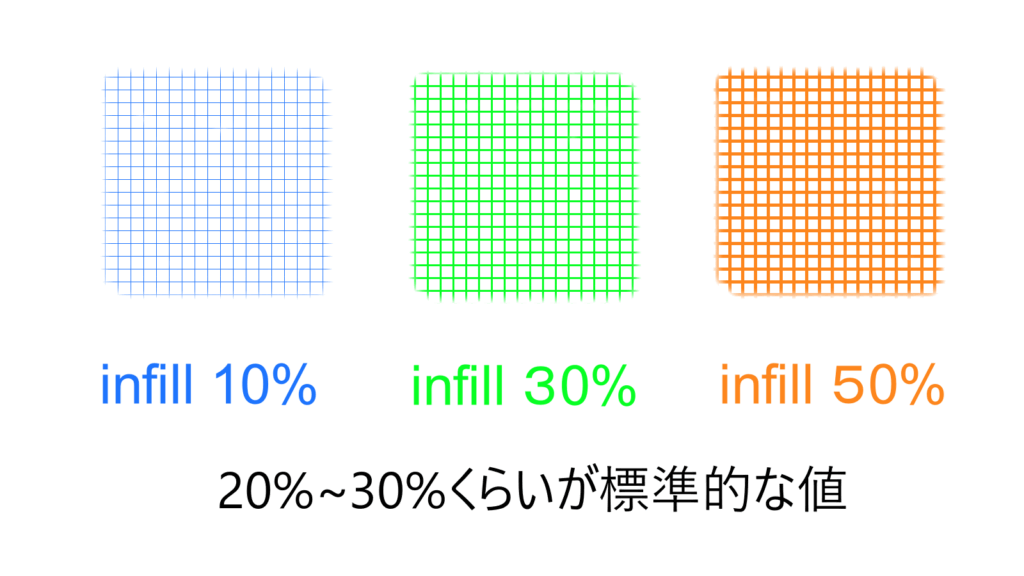
充填方法のところで、”infill 20%”のような記述があったと思います。
インフィルとはその綴りの通り、内部の充填度合いを表しています。同じ充填方法でもインフィルの度合いによって強度や使用するフィラメント量が変わってきます。
極端に言えば infill100%とすれば、全部埋めるので強度があるかもしれませんが、フィラメントをたくさん使うことになり、無駄が多いです。
一般的にはinfillは大体 20%~30%くらいが目安で、使用用途に応じて、特別強度が必要なら50%のように、変えると必要十分な強度を持たせられます。
わからなければとりあえず20%くらいで、試作してみて強度を試してみるといいでしょう。
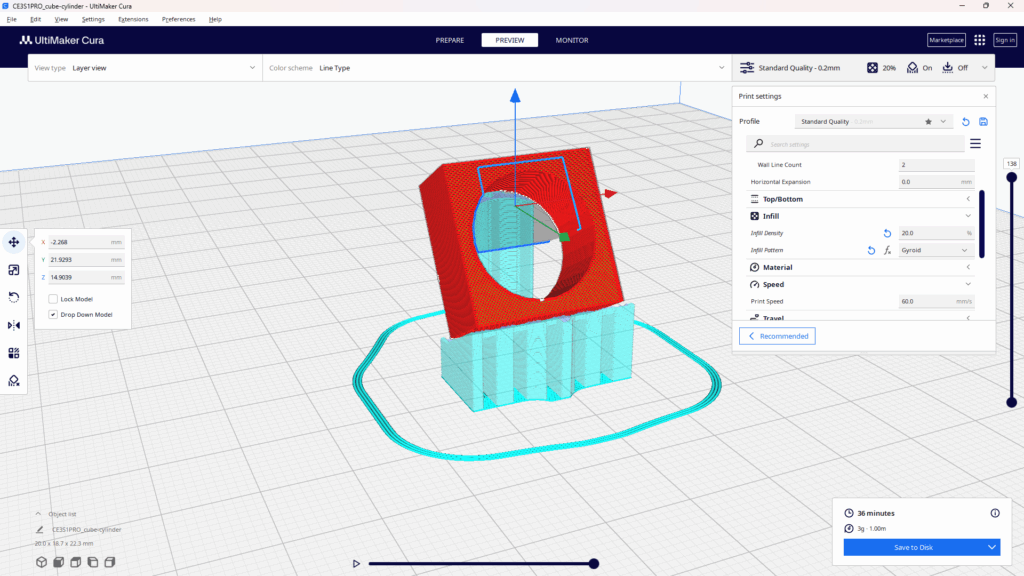
5.サポートの設定
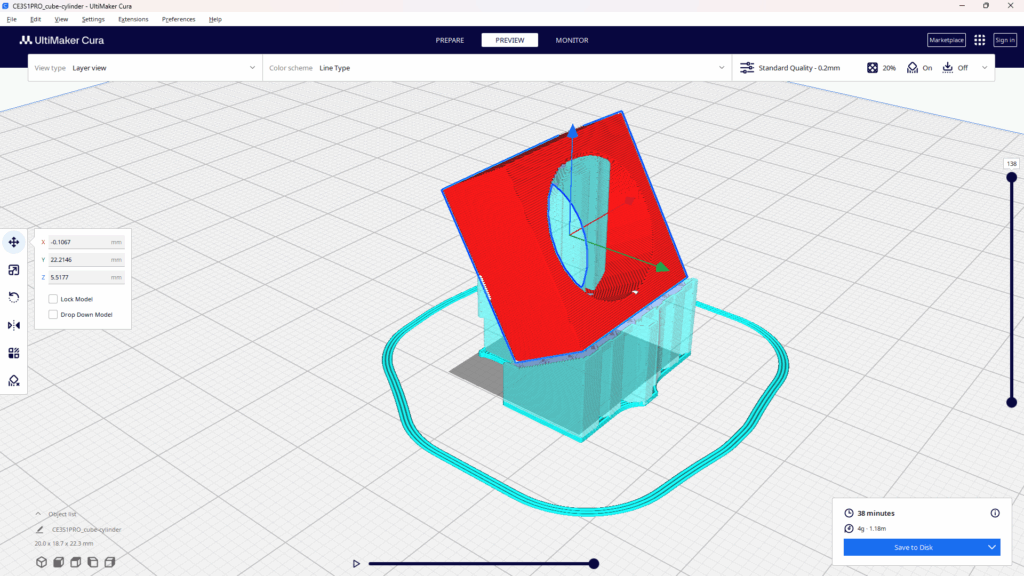
画像 サポートは(水色)の部分 あえてブリッジやオーバーハングがあるように配置したもの
3Dプリンターは、空中に材料を積み重ねることはできません。そのため、**オーバーハング(張り出した部分)**やブリッジ(橋のような構造)が崩れないように支える「サポート」と呼ばれる土台が必要になります。
このサポートは印刷後に取り除く一時的な支柱で、造形が垂れ下がってしまうのを防ぎます。スライスソフトでは様々な形状のサポートを生成でき、その付け方や効果的な配置方法について解説します。
サポートの一般設定
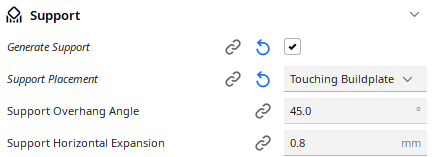
サポートの詳細設定例
サポート材の設定では、どのくらいの角度のオーバーハングならサポート材を設けるのか、何ミリ以上の出っ張りならサポートをつけるかの設定ができます。
サポートの禁止区域設定
サポートを置いてほしくない場所を指定することができるスライスソフトが多いです。例えば、リングの内側は滑らかにしてほしいため、リングの内側に禁止区域を設定し、そこを回り込んで別のところにサポートを接続するように設定するといったことができます。
UltiMaker Curaでのサポート禁止区域設定
UltiMaker Curaでは上部のprepare(準備)タブから、サポートブロッカーを配置してサポート材をつけない場所を指定できます。ほかのスライスソフトでも同様の方法で設定できるものが多いです。
画像 サポートブロックした場合のサポート材プレビュー
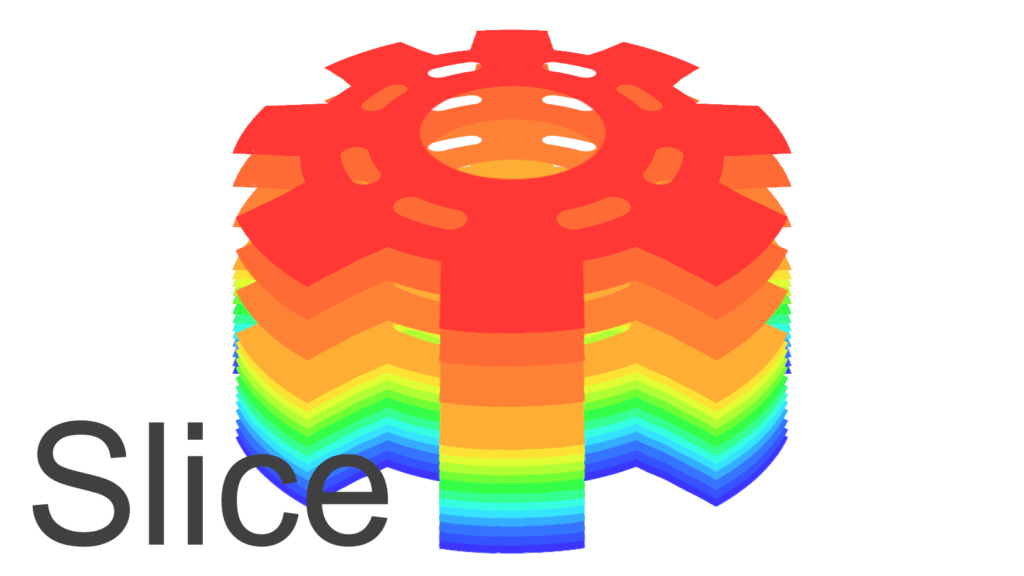
5.スライスとプレビュー
ここまでの配置、充填方法・肉厚、サポート材の設定ができたらスライスしてみましょう。スライスボタンなどでスライスするとプレビューが見られます。
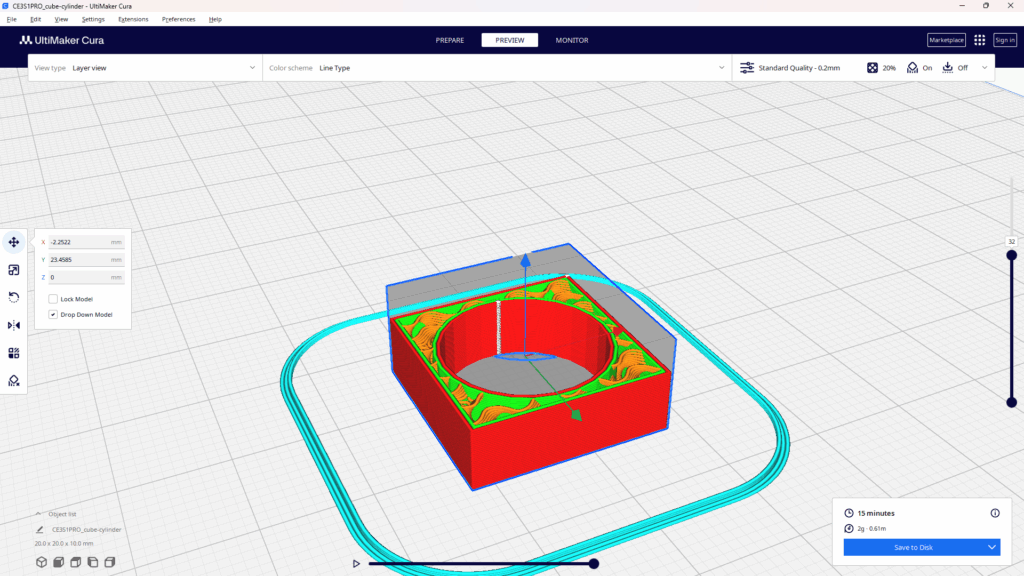
画像 スライス後プレビュー
スライスのプレビューでサポート材や充填、壁厚の印刷を確認します。
右側のスライドバーで層別で確認することができます。
スライスがうまくできていることが確認出来たら出力します。
6.印刷データ(.gcode)として出力
3Dプリンタが印刷手順として読み取ることができるファイル形式で出力します。SAVE TO DISKなどのボタンをクリックすれば、ファイルエクスプローラが起動するはずなので、保存します。
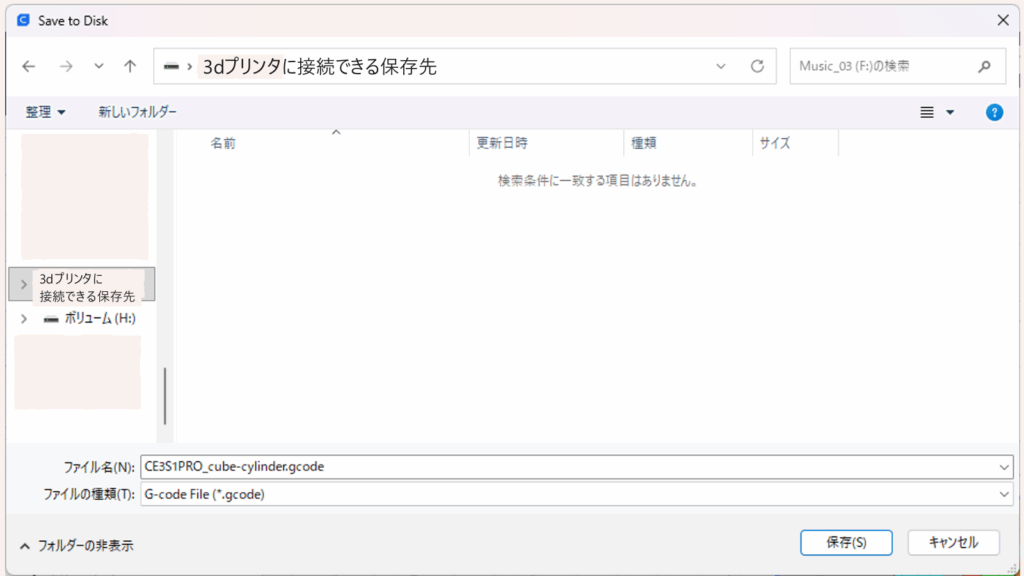
.gcodeで保存する
3Dプリンタに接続するUSBやSDカードの中に保存し、そのカードを3Dプリンタに接続することで、印刷データを3Dプリンタが読み取れます。
まとめ
この記事は、3Dモデルデータ(.stlや.obj形式)を3Dプリンタで印刷するために不可欠な「スライス」という工程の具体的な手順と設定のコツを解説しました。
印刷を成功させるためのポイント
- モデリング段階の工夫
- 印刷を安定させるため、平らで広い面を底面にするのが基本です。
- オーバーハング(空中に突き出た部分)やブリッジ(橋のような構造)は、失敗の原因になりやすいため、極力減らすように設計します。
- スライスソフトでの主な設定手順
- モデルの配置: 印刷品質向上のため、モデルはビルドプレートの中央に配置することが鉄則です。
- 壁厚の設定: 印刷物の外壁の厚さを決めます。使用するノズルの口径の整数倍に設定すると、きれいに仕上がります。
- 充填(インフィル)の設定: モデル内部の構造を決める重要な項目です。強度や印刷時間に応じて、以下のような充填方法を使い分けます。
- Lines: 速いが強度は低い。
- Grid: 速度と強度のバランスが良い。
- Cubic: あらゆる方向からの力に強い。
- Gyroid: 最も効率よく強度を確保でき、迷ったらこれがおすすめ。
- サポートの設定: オーバーハングやブリッジが崩れないように支えるための**一時的な支柱(サポート)**を設定します。サポートを付ける角度や、付けてほしくない場所を指定することも可能です。
最終的な出力
上記の設定が完了したら、スライスを実行してプレビューで仕上がりを確認し、問題がなければ3Dプリンタが読み込める**「.gcode」形式**のファイルとして出力する。
3dプリンタで印刷できる形式に変換できたので、次の記事では、実際に印刷するときの3dプリンタの設定方法について紹介します。
3Dプリンターの印刷:失敗しないための基本設定【初心者向け】
3dプリンタの印刷設定について、基本的なところからフィラメントごとの設定について紹介します。
では、次の記事で。 lumenHero



![ゼロから飛ばす、ラジコン飛行機[Z2F]の第二回。飛行機の飛行特性を大きく決める主翼の形状の設計](https://tukumolog.com/wp-content/uploads/2026/02/Z2F-tumbnail-02.png)